同類文(wén)章排(pái)行
當前(qián)位置:首頁> 機加工知識
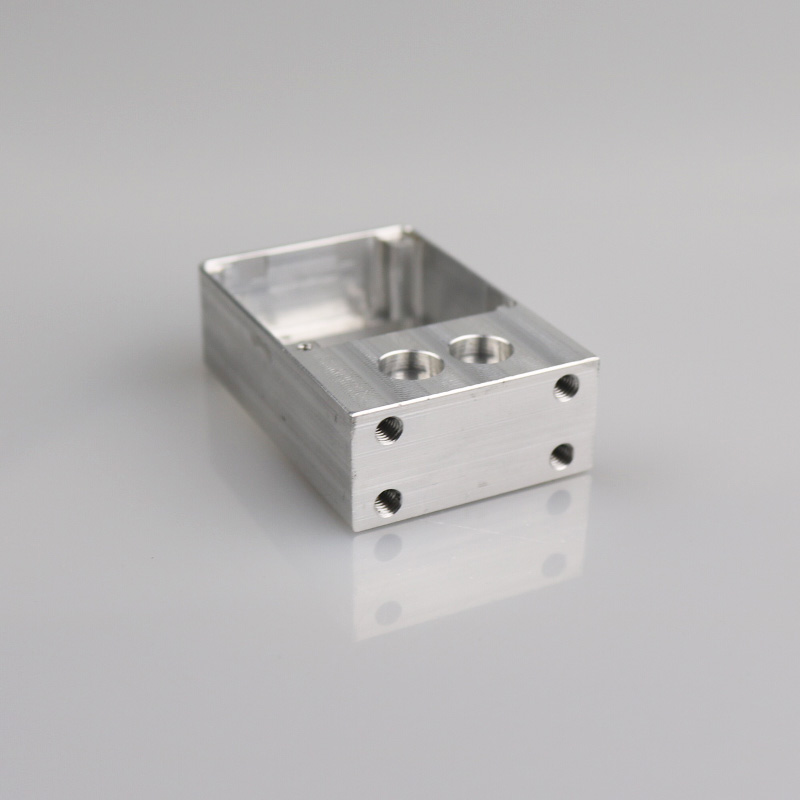
數控加(jiā)工工藝
作(zuò)者: 瀏覽量:1537 發布時間:2017-03-23 04:23:55
其實(shí)很多朋(péng)友都了解了什麽是數控加工,這次小劉就給大家講解下數控加工的工藝有哪些!
(1)零件裝夾方法與夾(jiá)具(jù)選擇(zé)
數控機床(chuáng)上被加工零件的裝夾方法也要(yào)合理(lǐ)的選擇定位基準和夾緊方案,在(zài)進行精基準(zhǔn)選擇時,一般要遵循“基準統一”和“基準重合”這兩個原則,除了這兩個原則,我們還要考慮:
a.盡量在一次定位(wèi)夾緊中完成所有的表麵的加工,因(yīn)此,要選擇便於各個表麵都可被加(jiā)工的定(dìng)位方式。
截圖201512233486171")
c.確定工件在工作台上的安放位置時,應考慮到能兼顧到各個工(gōng)位的加工,刀具(jù)的長度以及刀具的剛度對加工質量的影響。
d.在控加工中使用的夾具(jù),應盡可能選擇由通用元件拚裝的,並且(qiě)可以調節的夾具,縮短生產準(zhǔn)備周期。
(2)加工順序的安排
安排加工順序時,基本原則是一(yī)定要遵(zūn)守的,包括“先麵後孔”、“先粗後精(jīng)”等,除了這些(xiē)基本原則(zé),我們還應(yīng)該遵循以下原則,為:
a.按刀具集中工序加工,避免同一把刀具(jù)多次重複使用,減少換刀次數和時間。

c.選擇確定(dìng)好刀點(diǎn)和換刀點,一(yī)旦確(què)定好後,不宜更換(huàn)。

這裏的進給路(lù)線是指(zhǐ)數(shù)控加工中,相對於被加工零件,刀具的(de)運動軌跡。在對進給路線進行規(guī)劃時,也要(yào)遵循一(yī)定的原則(zé),具體(tǐ)的有:保證被加工零件能獲得良好的加工(gōng)精度和表麵質量,數值計算工作簡單(dān)化以及進給路線(xiàn)最短化。

選擇一家好的零件機(jī)加工廠家要比(bǐ)經常去找零件機加工廠家更(gèng)省時省(shěng)力。深圳市尖峰科(kē)技發展有限公司(http://www.kqgiudr.cn/)您身邊的零件機加工廠家。全心全(quán)意為(wéi)您服務!
信賴感大於實力(lì),銷售的97%都在於(yú)建立(lì)信賴感,3%在於成交技巧。信賴感首先在於形象展示。我的前(qián)輩告訴我,客服是企業的一麵鏡子,他照見的不是自己,是企業(yè),我牢(láo)記在心!
服感言--筆我尖峰qq")
上一篇:
軸類(lèi)零件加工工藝