同(tóng)類(lèi)文(wén)章排行
當前位置:首頁> 常(cháng)見問題
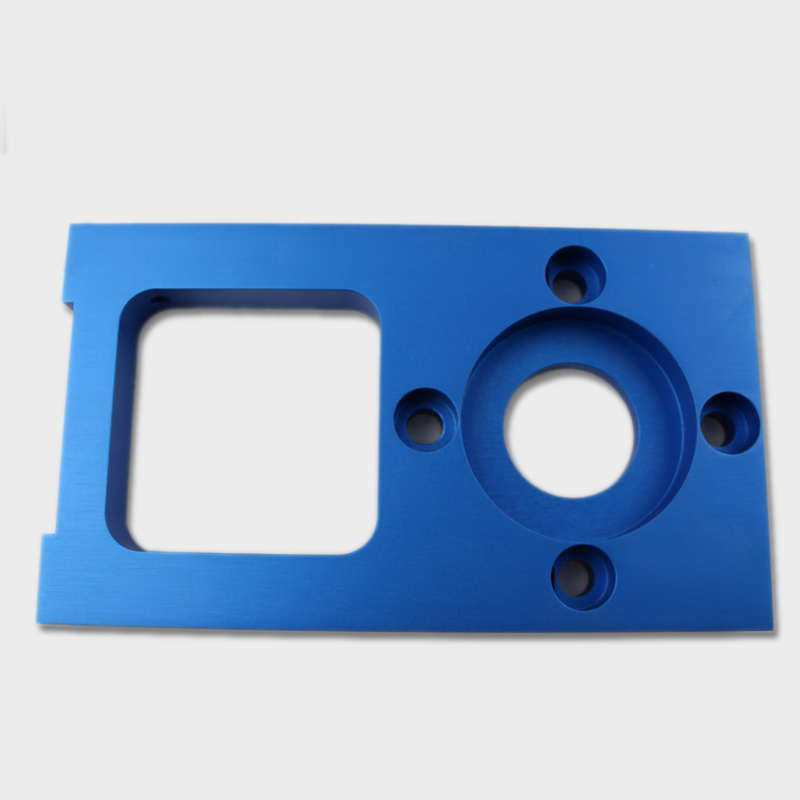
深圳(zhèn)市零件機加工圓柱零件問題
作者(zhě):尖峰科技 瀏覽(lǎn)量:2537 發布時間:2018-03-29 04:56:25
大家好,我是尖峰客服小謝,在零(líng)件或者手板模型的加工過程(chéng)中難免(miǎn)有些。小問題,可對於客(kè)戶來說。會覺得自己的(de)產品被做的太(tài)差。達不到使(shǐ)用要(yào)求,並要求返工。可能下次會直接尋找(zhǎo)其他同行製作。不注重的話,就會有大量客戶(hù)流失(shī)對公司有著不小(xiǎo)的影響。今天我和大家分享(xiǎng)一些解決措施。
1、床頭箱主軸中心線(xiàn),對溜板移動導軌的不平行度超差。
2、床身導軌傾斜度超差或裝配後發生變形。
3、床身(shēn)導軌麵嚴重磨損,溜(liū)板移動時在水平麵內的(de)不直度(dù)和溜板移動時的傾斜度(dù)均已超差(chà)。
4、因主軸錐孔中心線(xiàn)和尾座頂尖套錐孔中心線,不在同一直線上。
5、刀具的影響(xiǎng),刀刃不耐(nài)磨。
6、床頭箱溫升過高,引起機床熱變形:床頭箱中的主(zhǔ)軸、軸承摩擦離合器(qì)、齒輪(lún)等傳動件(jiàn),由(yóu)於運動而產(chǎn)生摩擦熱量,其熱量被潤(rùn)滑油所吸收,成為一個較大的次生(shēng)熱源,熱量從床(chuáng)頭箱(xiāng)底部傳給了床身、床(chuáng)頭(tóu),使床身結合部(bù)位溫度升高,發生膨脹,使機床產生熱變形。
圓柱工件加工後外徑(jìng)錐度超差
產生原因:1、床頭箱主軸中心線(xiàn),對溜板移動導軌的不平行度超差。
2、床身導軌傾斜度超差或裝配後發生變形。
3、床身(shēn)導軌麵嚴重磨損,溜(liū)板移動時在水平麵內的(de)不直度(dù)和溜板移動時的傾斜度(dù)均已超差(chà)。
4、因主軸錐孔中心線(xiàn)和尾座頂尖套錐孔中心線,不在同一直線上。
5、刀具的影響(xiǎng),刀刃不耐(nài)磨。
6、床頭箱溫升過高,引起機床熱變形:床頭箱中的主(zhǔ)軸、軸承摩擦離合器(qì)、齒輪(lún)等傳動件(jiàn),由(yóu)於運動而產(chǎn)生摩擦熱量,其熱量被潤(rùn)滑油所吸收,成為一個較大的次生(shēng)熱源,熱量從床(chuáng)頭箱(xiāng)底部傳給了床身、床(chuáng)頭(tóu),使床身結合部(bù)位溫度升高,發生膨脹,使機床產生熱變形。
牙-1")
解決方法:
1、重新(xīn)校正床頭(tóu)箱主軸(zhóu)中心線的安裝(zhuāng)位置,使工件在允許(xǔ)誤差範圍之內。
2、用調整墊鐵來重新校正床身導軌的傾斜度。
3、溜板移動在水平麵內的不直度和(hé)溜板移動時(shí)的傾斜度超差較小(xiǎo)時,其導軌麵無(wú)大麵積劃(huá)痕,可用刮研導軌來修(xiū)複。如超差較大,應精刨或磨導軌。
4、調整尾(wěi)座兩側的螺釘,消除錐度。
5、修整刀具、正確選擇主軸轉速和進給量。
6、給冷態加工時工件精度合格,而運轉數小時之後工件才超差,即應適當調(diào)整主軸前軸承潤滑(huá)油的供(gòng)油量,更(gèng)換合適的潤滑油,檢查油泵進油量是否堵塞。

感謝您的細心(xīn)閱讀,
如需零件加工歡迎隨時谘詢。尖峰科技發展有限公(gōng)司真誠期待與您的(de)成功合作
QQ 2961653570
郵箱地址:15815566525@163.com
尖峰科技 謝(xiè)工
上一篇(piān):
精密零件加(jiā)工(gōng)可(kě)能會出現的問題
下一篇(piān):
五金零件(jiàn)加工廠家常會出的問題