同類文章(zhāng)排行
當前位置:首頁> 機加工知識
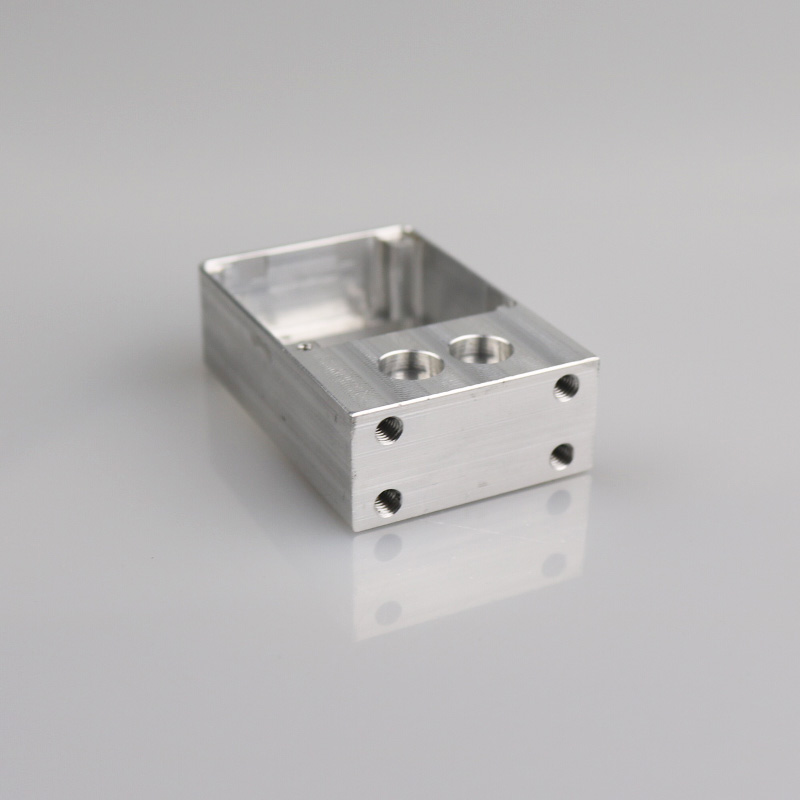
鈑金加工的基本知識
作者:尖峰科技 瀏覽量:1626 發布時間:2016-07-02 02:23:23
鈑金加工一般用(yòng)到的(de)材料有冷軋板(SPCC)、熱(rè)軋板(SHCC)、鍍(dù)鋅板(SECC、SGCC),銅(CU)黃銅、紫銅(tóng)、鈹銅,鋁板(6061、5052、1010、1060、6063、硬鋁等(děng)),鋁型材,不鏽鋼(鏡麵、拉絲麵、霧麵),根據產品作用不同,選用材料(liào)不同,一(yī)般(bān)需從產品其用途及成本上來考慮。
1.冷軋板SPCC,主要用電鍍和烤漆件,成本低,易成型(xíng),材料厚度≤3.2mm。
2.熱軋板SHCC,材料T≥3.0mm ,也(yě)是用電鍍,烤漆件(jiàn),成本低,但難成型,主要用平板件。
3.鍍鋅板SECC、SGCC。SECC電解板分(fèn)N料、P料(liào),N料主要不作表麵處理,成本高,P料用於噴塗件。
5.鋁(lǚ)板;一般用表麵(miàn)鉻(gè)酸鹽(J11-A),氧化(導(dǎo)電氧化,化學氧化),成本高,有鍍銀,鍍鎳。
6.鋁型材;截麵結構複雜的料(liào)件,大量用於各種(zhǒng)插箱中。表麵處理同鋁板。
7.不鏽鋼;主要用不作任何表麵處理,成本高。
下料方式有各種,主要有(yǒu)以下幾種方式:
①剪床:是利用(yòng)剪床剪切(qiē)條料簡單料件,它主要是為模具落料成形準備加工,成本低,精度低於0.2,但(dàn)隻能加工無(wú)孔無切角的條料或塊料。
②衝床:是利用衝床分一步或多步(bù)在板材上(shàng)將零件展開後的平板件衝(chōng)裁(cái)成形各種形狀料件(jiàn),其優點(diǎn)是耗費工時短,效率高,精度高,成本低,適用大批(pī)量生(shēng)產,但要設計(jì)模具(jù)。
④鐳射下料,是利用激光切割方式,在大平板上將其平板的結構形狀切割出來,同NC下(xià)料一樣需編寫鐳射程式,它可下各種複雜形狀的平板件,成本(běn)高,精度(dù)於0.1。
1.冷軋板SPCC,主要用電鍍和烤漆件,成本低,易成型(xíng),材料厚度≤3.2mm。
2.熱軋板SHCC,材料T≥3.0mm ,也(yě)是用電鍍,烤漆件(jiàn),成本低,但難成型,主要用平板件。
3.鍍鋅板SECC、SGCC。SECC電解板分(fèn)N料、P料(liào),N料主要不作表麵處理,成本高,P料用於噴塗件。
4.銅(tóng);主要用導電作用料件,其表(biǎo)麵處理(lǐ)是鍍鎳(niè)、鍍鉻(gè),或不作處理,成本高。

5.鋁(lǚ)板;一般用表麵(miàn)鉻(gè)酸鹽(J11-A),氧化(導(dǎo)電氧化,化學氧化),成本高,有鍍銀,鍍鎳。
6.鋁型材;截麵結構複雜的料(liào)件,大量用於各種(zhǒng)插箱中。表麵處理同鋁板。
7.不鏽鋼;主要用不作任何表麵處理,成本高。

下料方式有各種,主要有(yǒu)以下幾種方式:
①剪床:是利用(yòng)剪床剪切(qiē)條料簡單料件,它主要是為模具落料成形準備加工,成本低,精度低於0.2,但(dàn)隻能加工無(wú)孔無切角的條料或塊料。
②衝床:是利用衝床分一步或多步(bù)在板材上(shàng)將零件展開後的平板件衝(chōng)裁(cái)成形各種形狀料件(jiàn),其優點(diǎn)是耗費工時短,效率高,精度高,成本低,適用大批(pī)量生(shēng)產,但要設計(jì)模具(jù)。
③NC數控下料,NC下料(liào)時首先要編寫數控加工程式,利用編程軟件,將繪製的展開圖編寫成NC數拉加工機(jī)床可識別的程式,讓其根據這些程式一步一刀在平板(bǎn)上衝裁各構形狀平板件,但其結構 受刀具結(jié)構所至,成(chéng)本低,精度於0.15。

④鐳射下料,是利用激光切割方式,在大平板上將其平板的結構形狀切割出來,同NC下(xià)料一樣需編寫鐳射程式,它可下各種複雜形狀的平板件,成本(běn)高,精度(dù)於0.1。
⑤鋸床(chuáng):主要用下鋁(lǚ)型材、方管、圖管、圓棒料之類,成本低,精(jīng)度低。
上(shàng)一篇:
精密零件加工之鈑(bǎn)金加工
下一篇:
CNC精密零件加工的工藝標準